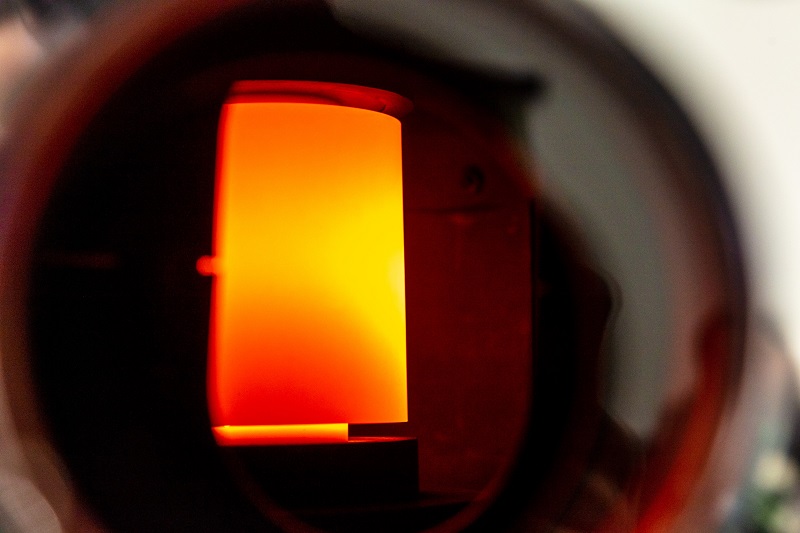
Spark Plasma Sintering Systems
Spark Plasma Sintering Systems
 SPS Starter Accessory Kits
SPS Starter Accessory Kits
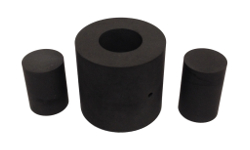 High Strength SPS Graphite Tooling
High Strength SPS Graphite Tooling
 Tungsten Carbide Tooling
Tungsten Carbide Tooling
 SPS Graphite Crucibles
SPS Graphite Crucibles
 Carbon Graphite Foil / Paper
Carbon Graphite Foil / Paper
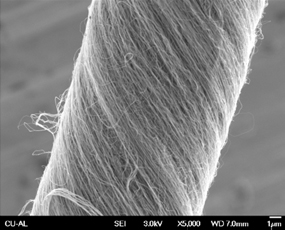
 Carbon Felt and Yarn
Carbon Felt and Yarn
 Quartz Glass Windows
Quartz Glass Windows
 SPS/FAST Modeling Software
SPS/FAST Modeling Software


About Cal Nano
Our Mission: Bringing next generation materials to market with cutting-edge technologies. Our Vision: At Cal Nano, we envision a world in which our advanced technologies are used to help make the most innovative products on this planet and beyond. We are trusted by global leaders to help push the boundaries of applied material science by utilizing our unique technical expertise and vision. Our Values: Employees first corporate structure - At Cal Nano, we ...